
.webp)
.webp)
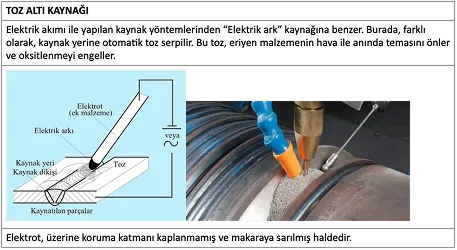
Kaynak Nedir?


NOKTA (PUNTA) KAYNAĞI
Bu kaynak yönteminde, iki bakır elektrot, elektrik akımı altında, kaynatılacak malzemeyi birbirine değecek kadar yeterli kuvvetle bastırılır. Elektrik akımı, plakalar arasında ısı oluşturur ve kaynatılacak plakalar, bu noktada eriyerek birleşirler. Punta kaynağının çalışma prensibi yandaki resimde verilmiştir.
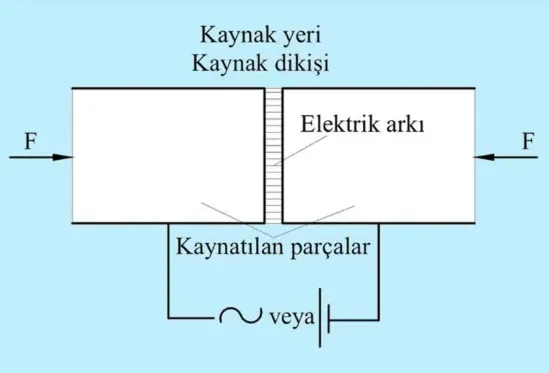
BASINÇ VEYA PRES KAYNAĞI
Kaynatılacak malzemeler birbirine dokundurulup, elektrik akımı verilir ve basınçla birleştirilir. Simgesi : P
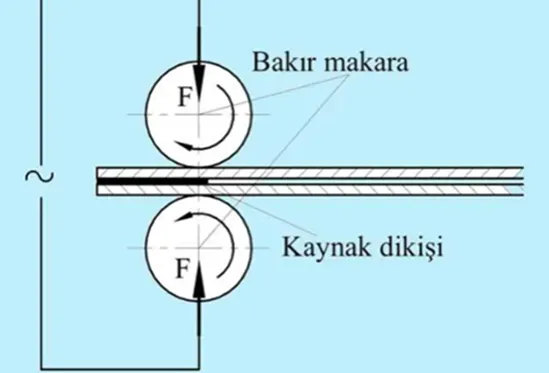
ELEKTRİKLİ MAKARA KAYNAĞI
Nokta kaynağı gibi yapılır. Pim şeklindeki bakır elektrot yerine sızdırmazlık amacıyla bakır makaralar kullanılır. Simgesi: RRMakara kaynağının kullanıldığı yerler:Sac plaka konstrüksiyonu, gemi ve uçak yapımı, aparat ve alet imalatı. Özellikle ince kalınlıktaki saclarda kullanılan, ekonomik kaynak yöntemlerindendir.
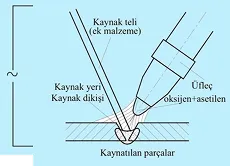
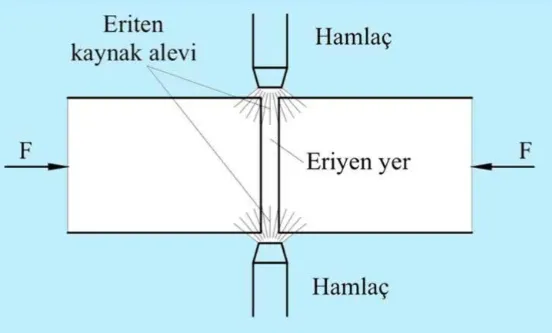
OKSİASETİLEN (OKSİJEN) KAYNAĞI
Oksijen kaynağı diye de bilinir. Bir üfleç kullanılarak oksijen ve asetilen gazlarının yanmasıyla yüksek ısı (yaklaşık 3200° C) oluşur ve sıvı hale gelen parçalar birleşir. Simgesi: GOksijen kaynağının kullanıldığı yerlerHemen hemen her yerde kullanılabilen kaynak yöntemlerindendir. İnce sac malzemeler ve borularda (max 15 mm ye kadar) tercih edilir. Maliyeti ve taşınması kolaydır. Alın ve köşe dikiş kaynağında kullanılır.

GAZLA ERİTME PRES KAYNAĞI
Kaynatılacak birbirine dokundurularak gazla eritilir ve ardından basınçla birleştirilir.Kullanıldığı yerler,Özellikle değişik özellikteki çelikler için tercih edilen çok kaynak yöntemlerindendir. Kalın malzemelerde kullanılır.
TIG/WIG KAYNAĞI
TIG: Tungsten İnert Gas kelimelerinin baş harflerinden oluşan bir gaz altı kaynak çeşididir. TİG kaynak işlemi, tungsten elektrotun ergimeden oluşturduğu arkın, yüksek ısısı ile yapılmaktadır. Tungsten elektrotun yerine wolfram kullanıldığında WIG ismini alır.Eriyen bölgeye malzemenin oksitlenmesini önleyen bir koruyucu gaz (genellikle argon gazı) verilir.Tig kaynağında ark oluşumu(solda) ve Tig kaynağının görüntüsü (sağda).

WIG kaynağı ile hemen hemen bütün metaller kaynatılabilir. Özellikle korozyon ve oksitlenmeden korumak için Krom-Nikel-Çelikleri, aluminyum ve bakır alaşımları alternatif akımla kaynatılır.Kalın malzemelerin çabuk ve kolay kaynatılması sebebiyle de tercih sebebidir. Aparatlar, kazanlar, ev aletlerinde kullanılır.
PLAZMA ARK KAYNAĞI
Plazma ark kaynağı, çok yüksek bir sıcaklığa ısıtılarak iyonize olmuş ve elektrik iletkenliği kazanmış plazma gazı sayesinde, elektrik arkının tungsten elektrodun ucundan parçaya transfer edildiği ve böylece, arkın oluşturulduğu bir koruyucu ark kaynak yöntemidir. Arkın meydana getirdiği ısı, malzemeyi eritmektedir. TIG kaynağındaki gibi tungsten elektrot kullanılır.
TIG yönteminden farkı, küçük delikli bir iç nozülden daraltılmış olarak çıkan plazma arkının hızı ve enerji yoğunluğu daha yüksek olmasıdır.

MİG/MAG KAYNAĞI (GAZALTI KAYNAĞI)
Gaz ve elektrik akımı kullanılan kaynak yöntemlerindendir. Bu kaynak yönteminde, rulo halinde sarılmış bir elektrotla kaynak yapılacak yer eritilir. Eriyen kısma koruyucu gaz (genelde argon, helyum ya da bunların karışımı) verilir ve erimiş malzemenin oksitlenmesinin önüne geçilir.

STUD WELDING / SAPLAMA KAYNAĞI
Uygulamaya uygun saplama vida seçildikten sonra kaynak makinesi metal yüzeyin üzerine bastırılır. Bu esnada kaynak makinesi saplama vidanın ve metal yüzeyin birleştirme noktalarını elektrik arkı ile eritir. Sonuç olarak saplama vida metal yüzeye yüksek standart kopma değerlerini karşılayacak şekilde kopmaksızın kaynatılır.
Bu uygulamanın tercih edilmesinin en büyük sebebi kolay ve çok pratik olmasıdır. Klasik kaynak tekniğinin aksine kalifiye bir elemana bağımlı olmadan daha seri ve yüksek verimde yapılan bir kaynak teknolojisidir
KAYNAK KUSURLARI
Gözeneklerin başlıca nedenleri rutubetli elektrod, iyi temizlenmemiş saç ve elektrodun fena idaresidir. Elektrodun kuru olmasına rağmen dikişte gözenek olursa nedeni elektrodun idaresinde veya akım şiddetinin ayarında aranmalıdır. Ark kısa tutulmazsa daima gözenek hasıl olur. Kök pasosunda veya zor pozisyonlardaki kaynaklarda fazla akım şiddeti verilirse kaynakçı, banyonun idaresinde zorluk çeker. Bu zaman elektrodu banyodan uzağa çeker hem de kenarını kaynak olmamış dikişe götürür.
Böylece katılaşmakta olan kaynak banyosunun koruyucu gaz tabakası aralanır ve gözenek hasıl olur. Bu itibarla tam akım ayarı ile elektrod, kısa arkla birlikte daima tam kaynak banyosunun üstünde tutulacaktır. Arada kaynağın kesilmesi ve yeniden bağlamasında (örneğin elektrod yemleme) gözeneklerden kaçınmak için elektrod, tutuşturmadan sonra, kaynak yönünün aksine doğru götürülecek ve «ek» yeri bir kez daha ergiltilecektir.
Kaynağın sonunda elektrod anîden yukarı çekilmeyecektir. Aksi halde gözenek veya çatlak hasıl olur. Ti elektrodu ile olduğu gibi bazik elektrodlarla da son krater doldurulacak ve elektrod dikişin üzerine, geriye doğru götürülüp dikişin kenarından yukarı çekilecektir. Sair kusurlar alaşımsız çeliklerdekilerin aynıdır.
Referanslar:
(https://www.ekipmuhendislik.com.tr/teknik-bilgiler/kaynak-ve-kaynak-yontemleri)
(https://www.makinaegitimi.com/kaynak-yontemleri-2/)
https://malzemebilimi.net/saplama-kaynagi-nedir.html)
Ekipmuhendislik.com.trEkipmuhendislik.com.tr. (n.d.). Kaynak ve Kaynak Yöntemleri. Retrieved from https://www.ekipmuhendislik.com.tr/teknik-bilgiler/kaynak-ve-kaynak-yontemleri
YöneticiYönetici. (2024). Kaynak Yöntemleri - Metodları- Çeşitleri. Retrieved from https://www.makinaegitimi.com/kaynak-yontemleri-2/
Kara, F. (2017). Saplama Kaynağı (Stud Welding) Nedir? / Civata kaynatma cihazı [Video]. Retrieved from https://malzemebilimi.net/saplama-kaynagi-nedir.html

Projeleriniz için en uygun ve güvenilir çözümleri sunuyoruz. Detaylı bilgi almak veya teklif istemek için teklif@mimmuh.com.tr adresinden bize ulaşabilirsiniz.
.webp)
.webp)
